欢迎访问

您当前的位置: 电主轴首页 > 新闻资讯 > 辽宁电主轴哪家好_永磁同步电主轴批发_永磁同步电主轴价格
2025-03-20 08:10:56

机床主轴润滑脂的性能要求有哪些呢?
(1)润滑性、抗磨性好,不甩油、不乳化、不干涸,润滑脂本身不应含有固形物;
(2)适应性好,具有高低温性能,可在室内外、南北方通用;
(3)性能好,长期使用后润滑脂的外观颜色和酸碱度变化小,无明显氧化现象;
(4)流动性好,启动力矩小,运转力矩低、功耗小,般要求使用温度在-25℃到120℃;
(5)防锈性的能力强,抗水性好,能够适用于苛刻的工作环境;
(6)缘等为A、E、B,可延长维修周期,减少轴承消耗;
(7)适宜的稠度,具有较好的减震果,噪音小,有利于环境保护。

冷却设备:为了赶快给高速运转的电主轴散热,一般对电主轴的外壁通以循环冷却剂,冷却设备的效果是坚持冷却剂的温度。
内置脉冲编码器:为了完成主动换刀以及刚性攻螺纹,电主轴内置一脉冲编码器,以完成的相角操控以及与进给的合作。
冷却设备:为了赶快给高速运转的电主轴散热,一般对电主轴的外壁通以循环冷却剂,冷却设备的效果是坚持冷却剂的温度。
内置脉冲编码器:为了完成主动换刀以及刚性攻螺纹,电主轴内置一脉冲编码器,以完成的相角操控以及与进给的合作。
 机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。主轴技术:高速电主轴单元包括动力源、主轴、轴承和机架四个主要部分,是高速机床的部件。这四个部分构成一个动力学性能及稳定性良好的系统,在很大程度上决定了机床所能达到的切削速度、加工精度和应用范围。用内六方扳子将主轴前端法兰盘上的螺钉拆下,松开主轴后端锁母上的螺钉,用榔头和冲子拆下后端锁母,拆下后端法兰盘,取下主轴后端的两个轴承。
机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。主轴技术:高速电主轴单元包括动力源、主轴、轴承和机架四个主要部分,是高速机床的部件。这四个部分构成一个动力学性能及稳定性良好的系统,在很大程度上决定了机床所能达到的切削速度、加工精度和应用范围。用内六方扳子将主轴前端法兰盘上的螺钉拆下,松开主轴后端锁母上的螺钉,用榔头和冲子拆下后端锁母,拆下后端法兰盘,取下主轴后端的两个轴承。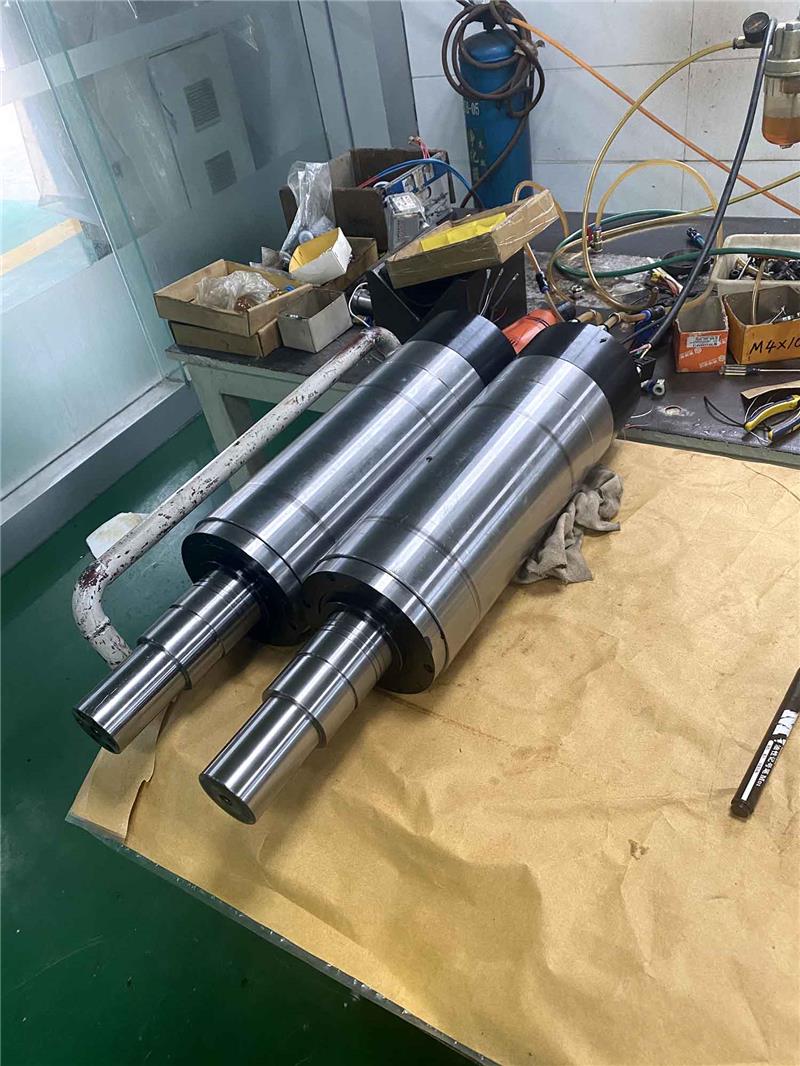 主轴轴承预紧力与机床主轴转速、刚度和载荷有关,轴承预紧力的增加可提高主轴的刚度,但轴承滚道摩擦、损耗等会产生热量。如果热量无法及时散发,则会严重影响机床精度,因此,轴承预紧力应通过测试或试验确定。根据多次反复试验,并参考国内外电主轴轴承预紧力的研究结果,确定预紧量为0.002~0.005mm。通过实测同组同向轴承内、外环高低差值,可确定内、外隔套的高低差,并通过精密配研得出,隔套两端面平行度允差为0.002mm。
主轴轴承预紧力与机床主轴转速、刚度和载荷有关,轴承预紧力的增加可提高主轴的刚度,但轴承滚道摩擦、损耗等会产生热量。如果热量无法及时散发,则会严重影响机床精度,因此,轴承预紧力应通过测试或试验确定。根据多次反复试验,并参考国内外电主轴轴承预紧力的研究结果,确定预紧量为0.002~0.005mm。通过实测同组同向轴承内、外环高低差值,可确定内、外隔套的高低差,并通过精密配研得出,隔套两端面平行度允差为0.002mm。 良好的润滑效果可以降低轴承的工作温度和延长使用寿命,为此在操作使用中要注意到,低速时采用油脂、油液循环润滑,高速时采用油雾、油气润滑方式。但是在采用油脂润滑时,主轴轴承的封入量通常为轴承空间容积的10%,切忌随意填满;因为油脂过多会加剧主轴发热。对于油液循环润滑在操作使用中要做到每天检查主轴润滑恒温油箱,看油量是否充足;
良好的润滑效果可以降低轴承的工作温度和延长使用寿命,为此在操作使用中要注意到,低速时采用油脂、油液循环润滑,高速时采用油雾、油气润滑方式。但是在采用油脂润滑时,主轴轴承的封入量通常为轴承空间容积的10%,切忌随意填满;因为油脂过多会加剧主轴发热。对于油液循环润滑在操作使用中要做到每天检查主轴润滑恒温油箱,看油量是否充足;
上一篇:广西车床电主轴生产厂 (多图)
下一篇:没有了

扫描手机网站

扫一扫手机名片
本公司从事电主轴、机床主轴、永磁同步电主轴的生产和加工,欢迎联系我们获取电主轴的产品资料。
版权所有©澳门2024官方网站
联系人:梁经理 手机:15137209325 电话:0372-3393801
邮箱:[email protected] 地址:安阳市高新产业集聚区文峰分区文兴大道西段









